Click the photos for an expanded view
of each. |
|
 |
A rust inhibiting paint was applied to the trunk floor
in preparation for painting. |
View of the remarkable condition of the underbody
forward of the rear axle. Top rear shock mounts are visible in this photo
looking from the rear toward the front. |
 |
 |
After final caulking and preparation for paint. Underside
view of trunk floor looking toward the rear. |
 |
|
 |
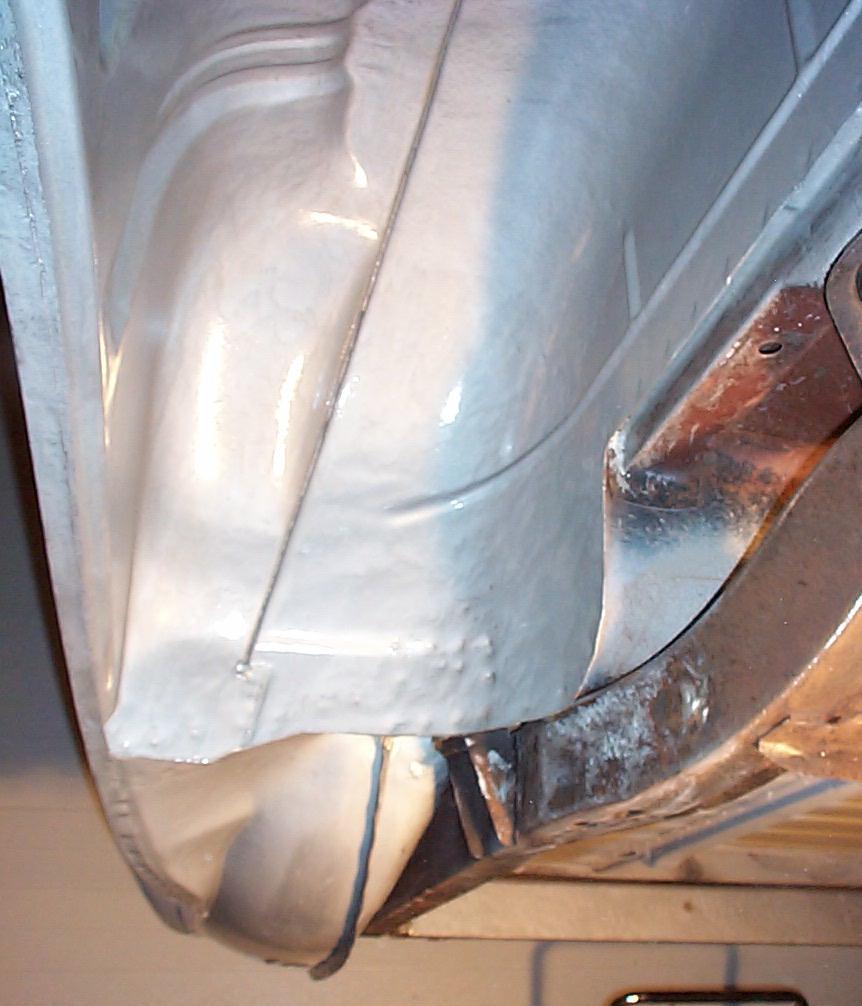
The right rear quarter panal had minor rust in the
"dog leg" area. This was repaired with a welded in patch that
was fabricated. Lead was used to finish this area as the patch was an
almost pefect fit. |
Interior view of the patch placed into the dog leg
area of the innner right rear wheelhouse panel. |
 |
 |
The underside of the body was painted with rust inhibiting
paint. |
 |
|
 |
|
View of the trunk interior after final
caulking. |
 |
 |
|
View of the trunk interior after final caulking. |
 |
 |
The left rear quarter panel had minor perforations
from standing water. A patch panel was purchased and installed in this
area. |
Careful measurements are taken to assure precise alignment
of the replacement panel for an original appearance. |
 |
 |
View of the interior quarter panel and the fabricated
pieces. |
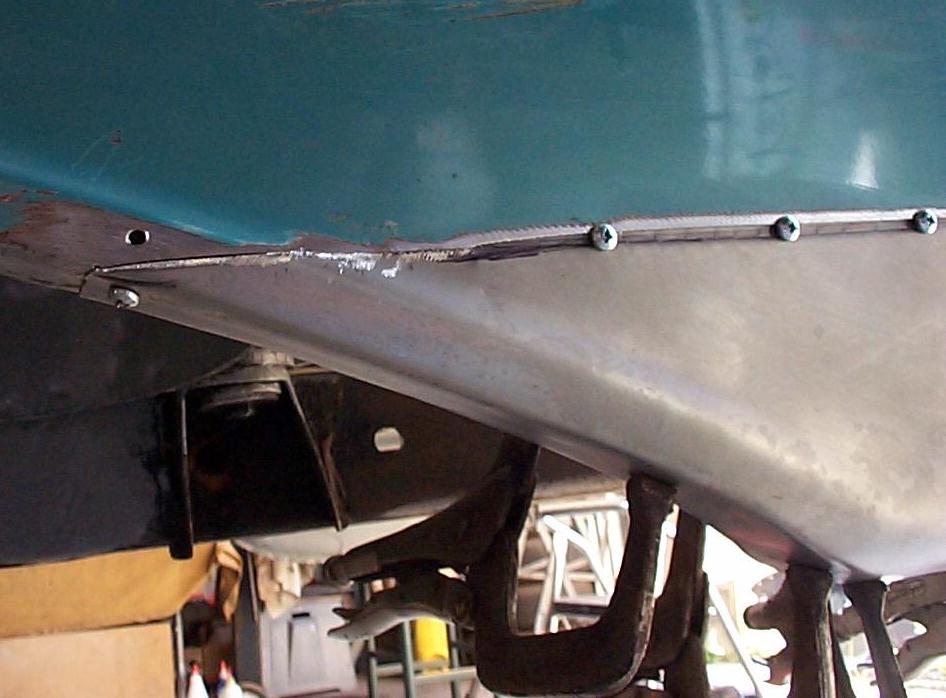
Final alignment of the patch panel. Sheet metal screws
were used to position the parts for welding and prevent heat distortion. |
 |
 |
A butt weld was used at the edge of the wheel opening
lip. This was used to prevent a bulge from being visible on the wheel
opening arch. The most common mistake on patch panel replacement is to
overlap in this area. |
A straight edge is used to check alignment of these
panels as they are screwed together. A special metal lapping tool puts
a recess in the patch panel joint edge. This recess allows for an overlap
at the joint, but leaves the welded area flush with the panel surface.
When the weld is ground down, strength is retained as much of the weld
material remains in the lower lap area. This bend in the metal stiffens
the repair, and reduces heat distortion during the welding process. One
half inch is welded, then the welding process is moved to another area.
When these areas cool, then the welding process returns to the previously
welded areas. This method prevents excessive heat build up in the panel,
and distortion and buckling in the repair area. |
 |
 |
|
Inside view of the fabricated inner structure. |
 |
| <Previous 1 2 3 4 5 6 7 Next> | |